Lunes 03 Mayo 2021
Innovación en la unión de tuberías mediante interferencia mecánica
La revista “Prensa Energetica” publicó un artículo en dónde se describen las ventajas tecnológicas del sistema PATSSLOK® desarrollado por PSS.


Innovación en la unión de tuberías de petróleo y gas mediante interferencia mecánica
Por Sofia Zanetti, Desarrollo de nuevos negocios, Patagonia Shale Services S.A. [Publicación de la revista completa PRENSA ENERGETICA - Mayo 2021 para acceder a la publicación completa]
Debido a los problemas de integridad, medio ambiente y condiciones climáticas, que se han observado a lo largo de los años en las instalaciones de ductos con soldadura, la industria del petróleo y gas ha incrementado su confianza en el uso de las uniones por interferencia mecánica. Esta tecnología no solo genera una disminución de posibles fallas constructivas en el tendido de líneas, sino que además genera un ahorro por la eficiencia de la unión.
La industria del petróleo y gas, sigue enfrentándose al desafío de bajar los costos, mejorar el rendimiento y la reducir el impacto ambiental en los tendidos de ductos, es por ello que la tecnología de uniones mediante interferencia mecánica es cada día más usada en el mundo como una alternativa a la soldadura convencional, siendo la velocidad inherente de construcción es hasta 12.5 veces más rápida. Este tipo de unión, posee una elevada integridad mecánica, lo que proporciona un medio útil para realizar montajes, siendo las ventajas más notables la facilidad de instalación, la preservación de la composición química y microestructural del acero; como así también la integridad de los revestimientos internos y externos.
La unión por interferencia mecánica de tubos de acero, es producto de deformaciones plásticas con una conformación en frío y elásticas durante el montaje que originan esfuerzos radiales sumamente importantes, superando la resistencia a la presión de rotura del cuerpo del tubo y de una soldadura tradicional.
INTRODUCCIÓN
La soldadura es el método predominante para unir tuberías en la industria del petróleo y gas, pero hay varias aplicaciones en las que las conexiones de tubería soldadas tradicionales se vuelven ineficientes, antieconómicas o ineficaces. Adicionalmente, requiere luego de la unión, su respectiva inspección no destructiva (gammagrafía y/o ultrasonido), ya que es una técnica esencial para verificar que no se encuentren defectos volumétricos, inclusiones no metálicas, fusión incompleta, roturas y defectos superficiales.
En general suelen ocurrir varias problemáticas con la soldadura en uniones de cañerías: la primera de ellas es el “quemado” o “burn through” (ver Figura 1), lo cual ocurre cuando el soldador trabaja a un amperaje más alto de lo conveniente, generando una soldadura más caliente, lo cual puede llevar a que se genere un soplado a través del metal creando una fisura o falla debilitando el metal y a veces también una perforación, que finalmente requiere que se tenga que reiniciar la soldadura desde el principio.

Figura 1. Efecto denominado “Burn-through”, resultado de utilizar una soldadura a Elevado amperaje. Fuente: Craig, 2001.
La segunda problemática, es que normalmente las operaciones de soldadura se suspenden durante condiciones climáticas adversas, como en áreas con prohibiciones de quema inducidas por la sequía o elevadas ráfagas de viento, entre otras. Y, por último, se destaca la elevada cantidad de horas requeridas de mano de obra capacitada para realizar las obras de tendido de ductos mediante este la unión por soldadura, la cual incrementa el costo de los proyectos.
ANTECEDENTES
El concepto de unión por interferencia mecánica de tuberías mediante la inserción de los extremos se utiliza desde hace más de 50 años y fue originalmente concebido como una solución alternativa al “burn through”, dado los problemas asociados a la soldadura de caños de pared delgada para el transporte de gas a baja presión. Se utiliza en instalaciones de gas y petróleo permanentes tanto terrestres como marítimas, y ha mostrado ser a través de los años una unión segura, eficiente y rentable.
En el año 1980 operadoras en Luisana, Estados Unidos, comenzaron a utilizar el sistema de unión de cañerías por interferencia mecánica en tendidos de líneas agua salada y gas.
Luego de 2 años (1980-1982), esta tecnología se aprobó y se comenzó a utilizar en proyectos a lo largo de todo el territorio americano y canadiense, en conexión de líneas entre pozos productores, inyectores; como así también transporte de agua de producción, petróleo, gas y CO2.
En Argentina, este tipo de unión se ha utilizado en varios yacimientos de diferentes operadoras en un total de 45 Km aproximadamente; en las cuencas cuyana, Neuquinas y del Golfo San Jorge.
Hoy en día, este sistema de conexión para tuberías de acero se encuentra disponible en diámetros nominales desde 2’’ hasta 20’’, con un espesor máximo de Schedule 80 y hasta un grado X60 dentro de la norma API 5L, empleándose en tuberías de transporte de hidrocarburos, con y sin costura, para el transporte y distribución de gas natural y derivados de gas y petróleo.
Es de particular interés este sistema de unión, en el transporte de productos corrosivos, debido a la posibilidad de utilización de caños con recubrimiento interno y externo tricapa, el cual no sufre daño durante la unión, como ocurriría en una unión soldada de tubería con revestimiento interno con camisas (manguitos).
METODOLOGIA DE UNIÓN POR INTERFERENCIA MECÁNICA
La conexión por interferencia mecánica, es una unión que se realiza cuando el diámetro del extremo del tubo denominado “Bell-end” es más pequeño que el diámetro del extremo “Pin-end”, donde el extremo “Pin-end” se introduce en el primero, Figura 2.

Figura 2. Diámetro del extremo del tubo “Pin-end” (Izq.) es más mayor que el diámetro del extremo “Bell-end” (Der.), para realizar interferencia mecánica.
La unión se logra mediante la fricción que se produce por el contacto entre las dos piezas, para impedir el movimiento entre ambas y la definición interferencia, se refiere al hecho de que una parte interfiere ligeramente con el espacio que el otro está tomando, produciendo estanqueidad.
La resistencia mecánica de la unión depende fundamentalmente de la fricción que se establece a partir del contacto metal con metal, que se produce entre los dos extremos. De esta manera, el “pin-end” queda expuesto a tensiones circunferenciales de compresión mientras que el “bell-end” se halla sometido a tensiones circunferenciales de tracción, figura 3. La presión de contacto entre ambos extremos genera la fricción necesaria que mantiene su lugar a los elementos cuando se lo somete a carga axial.

Figura 3. El “Pin-end” queda expuesto a tensiones circunferenciales de compresión (Izq.) y el “bell-end” se halla sometido a tensiones circunferenciales de barrilamiento (Der.).
El matemático Gabriel Lamé, obtuvo las expresiones matemáticas que cuantifican el esfuerzo en estos cilindros presurizados. La figura 4, muestra la sección transversal de un cilindro con un espesor de pared “e” de cierta longitud sometido a una presión externa p0 e interna pi. Estas presiones generan esfuerzos en todas direcciones.

La Figura 4. Sección transversal de un cilindro con un espesor de pared “e” de cierta longitud sometido a una presión externa p0 e interna pi.
La unión se realiza forzadamente bajo presión, es decir aplicando una carga, como se muestra en la figura 5. Para llevar a cabo una unión por interferencia, es necesario desarrollar estudios matemáticos de elementos finitos con el objetivo de realizar tablas de ajustes y tolerancias de los diámetros requeridos, como así también aplicar la teoría de Gabriel Lamé, “cilindros de pared gruesa bajo presión”.

Figura 5. Unión por interferencia, donde d<D.
ETAPAS DE LA UNIÓN POR INTERFERENCIA MECÁNICA
El método de unión por interferencia mecánica de tubos de acero, consiste en dos grandes etapas:
Conformado: Primero los extremos del tubo se conforman/moldean en frio, para formar en un extremo lo que se denomina “Bell-end” y en el otro, “pin- end”, mediante el uso de máquinas denominadas conformadoras. Estas máquinas, utilizan punzones, en donde en el extremo “Bell-end” se agranda el diámetro y en el extremo “pin- end” se disminuye ligeramente el diámetro original del tubo y se conforma una nariz para facilitar la inserción.
Montaje: Luego los extremos de los tubos se unen en el campo por medio de una prensa hidráulica denominada “Enhebradora”, figura 6, donde una resina de epóxi actúa de lubricante en el momento del ensamblado de la unión. En la figura 7, se observa un aunión de 2 tuberías, donde el extremo “Pin-end” se ha introducido a presión dentro del extremo “bell-end”. La integridad mecánica de la unión es mantenida por las tensiones residuales que se generan durante el proceso de armado del ducto (Mechanical Interlocking, Brandon y Kaplan, 1997).

Figura 6. Prensa hidráulica denominada “Enhebradora”, para uniones en campo.

Figura 7. Plano resultante de la unión de 2 tuberías de diámetro 6 5/8” por interferencia mecánica.
La tecnología de unión por interferencia mecánica, consume en promedio 2 minutos (0.033 Hs) para realizarse en la conexión de dos tuberías en campo, mientras que una soldadura utiliza 2,5 Hs (Sch 80). Razón por lo cual se alcanza con esta nueva tecnología una velocidad mínima de conexión de 750 m/día, posibilitando una reducción de costos de construcción de hasta un 40% aproximadamente.
NORMATIVAS NACIONALES E INTERNACIONALES
Existen diferentes normativas a nivel nacional e internacional para la industria. Para el gas natural se aplica en la Argentina la NAG100 que norma las condiciones de seguridad mínimas para el transporte de gas natural y otros gases por cañerías, siendo su soporte principal el código estándar de la American Society of Mechanical Engineers, ASME B31.8 S (1), edición 2002.
Para la aplicación de tecnologías para el transporte de hidrocarburos y derivados, rige la Resolución E120/2017 del Ministerios de Energía y Minería, que complementa a la RES SE 1460, con el Reglamento Técnico para el transporte de Hidrocarburos Líquidos por Cañerías (RTDHL). Esta basa el diseño de los ductos en el código ASME B31.4 (2) .
El propósito de los códigos ASME B31.8 S, ASME B31.4, es suministrar un enfoque sistemático, completo, amplio para el manejo y el control de la seguridad e integridad de sistemas de tuberías. Hacen referencia al diseño y pruebas necesarias a uniones soldada, pero queda explícitamente abierta la posibilidad de aplicar para otros tipos de uniones, siempre y cuando se cumplan los requerimientos de los ensayos que se encuentran en la misma.
Además, se aplica la norma ISO 21329: 2004, la cual especifica los requisitos y proporciona una guía para la prueba de conectores mecánicos para su uso en sistemas de transporte de tuberías para las industrias del petróleo y el gas natural. Las pruebas especificadas en la norma ISO 21329: 2004 están destinadas a formar parte del proceso de verificación del diseño de los conectores. Proporciona evidencia objetiva de que los conectores se ajustan a un entorno de rendimiento definido, donde no cubre el uso de procedimientos de diseño como parte del proceso de calificación para conectores mecánicos, ni aborda la fabricación y el control de calidad.
Actualmente varias operadoras del país, están utilizando la norma ISO 21329:2004, como parte de un procedimiento de calificación, para la aplicación de la tecnología de unión por interferencia de cañerías para el transporte de petróleo y gas natural.
Los ensayos realizados para esta metodología de unión tienen como objetivo el desarrollo de los análisis experimentales para la determinación de la capacidad máxima para soportar presión interna y cargas axiales de juntas. Dentro de los ensayos más usuales para la calificación de la unión se encuentran: ensayo a rotura por presión hidráulica, para determinar la máxima presión de servicio de la unión; ensayo por presión hidráulica combinado con flexión, para simular las condiciones de instalación en campo; ensayo de Estanqueidad, para evaluar fugas y por último, la evaluación metalográfica, para verificar el nivel de tensiones residuales presentes en la unión y analizar la integridad de la misma cuando es sometida a esfuerzos combinados.
Como ejemplo de los ensayos requeridos para la calificación de la junta, se detalla en la figura 8, un caso de ensayo por rotura. La muestra alcanzó una máxima presión de 412 Bar, produciéndose una separación de los dos tramos en la unión(desenchufe). La presión máxima alcanzada, fue 2.19 veces la máxima presión de diseño del tubo dado por el fabricante y superó 4.12 veces la máxima Presión de Operación para un gasoducto de alta presión (100 bar), lo cual nos señala que la unión es óptima para trabajar del lado de la seguridad en Yacimientos de alta presión.

Figura 8. Respuesta a ensayo de Rotura, durante el presurizado de muestra a 412 Bar.
------
Link a la publicación original de la revista "PRENSA ENERGETICA - Mayo 2021": http://prensa-energetica.com/pdf/Prensa%20Energetica%2070.pdf
![]()
![]()
PRÓXIMO NOTICIA
Martes 19 Abril 2022
PSS presente en en la AOG2022
Estuvimos presentes en la Argentina Oil & Gas 2022 donde tuvimos la oportunidad de compartir nuestra visión de la industria y los avances de nuestra empresa
Lunes 04 Abril 2022
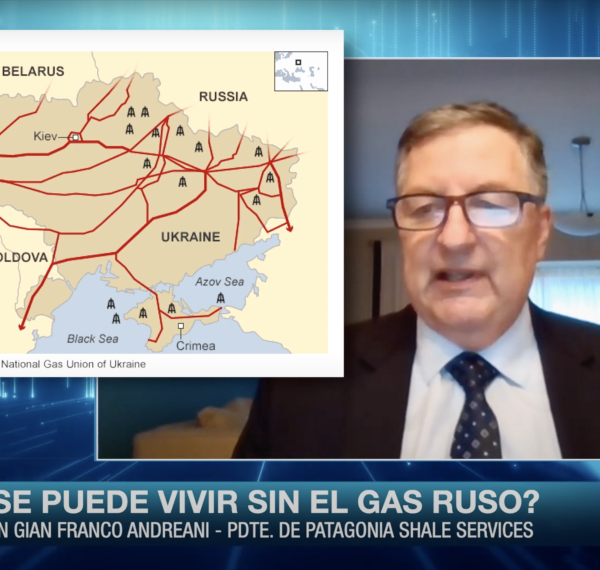
PSS en los Medios - Análisis: "¿Se puede vivir sin el gas ruso?"
Gian Franco Andreani, vicepresidente de Patagonia Shale Services, fue invitado a compartir su visión global sobre la situación de la gas y la energía frente al conflicto Rusia-Ucrania, en el programa ENERGÍA LATAM.

Lunes 14 Marzo 2022
PSS presente en África Oriental
PSS participará en el mayor oleoducto con revestimientos térmicos del mundo
Lunes 03 Mayo 2021
Innovación en la unión de tuberías mediante interferencia mecánica
La revista “Prensa Energetica” publicó un artículo en dónde se describen las ventajas tecnológicas del sistema PATSSLOK® desarrollado por PSS.
